



楚雄州水閘閘門的安裝過程
發表時間:2024-01-27附壁式鑄鐵閘門安裝現場
附壁式鑄鐵閘門(安裝)使用說明書
1、對傳動等部位等各潤滑點按規定加注潤滑油脂;
2、能夠手動的試機,先進行手動的試機,手動操作無異常后并確認可通電時,方可接通電源;技術要求每個閘門應成套地配備啟閉機。手電兩用啟閉機本體應配有電控設備及起動停機按鈕,并可將閘門的開/關狀態信號送至PLC。并留有運程開關的PLC接口。電動機的防護等級為IP54、
3、閘門應為垂直安裝的明桿式鑲銅鑄鐵方(圓)閘門,每種閘門在污水中都
應能適合于正反向水壓條件。絲桿材質為不銹鋼,絲桿套用不銹鋼制作并帶有有機玻璃觀察窗。閘門主要有門框、閘板、帶有錫青銅的金屬密閉面及可調楔型壓塊等組成,閘門應具有結構堅固、耐磨耐蝕性強、
安裝使用方便的特點。當閘門長期使用密封面磨損時,則可調整楔塊位置,便能恢復原密封性能。
A.一般要求
在*工作水頭下,閘門部件拉伸強度的安全系數不小于5。并在計算的基礎上增加2mm的腐蝕余量。
B.閘框
閘框應加工成方形,以便與溝槽斷面相匹配。閘門處于全開位置時,閘板
至少有一半仍然包含在閘框內。閘框的下邊緣應有加工過的凹形槽,槽內嵌入有銅質的密封座面,并用和密封座面相同的材料制作的沉頭螺釘與閘框連接,
此密封座面應加工到≤3.2μm的表面粗糙度。閘框背面也應進行加工,以便與預埋墻框的機械加工面直接栓接。閘框與墻框結合面在安裝時應充填粘接劑。
C.閘板、導軌及吊耳
閘板應為整體鑄造結構、矩形、帶有整體澆鑄的水平和垂直方向的加強筋。在*負荷時,撓度不得大于構件長度的1/1500。閘板的滑動處應有加工過的凹形槽,槽內嵌入有銅質的密封座面,
并用與密封座面相同材料制成的沉頭螺釘與閘板連接。整個閘板長度的每一邊的滑動面處應加工成一臺階結構,此結構與導槽之間保持小于或等于5mm的間隙,閘板的四邊均應有楔塊,閘板上方的垂直中心線應固結或整體鑄造吊耳,用于連接閘桿。
在閘板側邊與導軌之間的間隙不得大于3mm,導軌應用不銹鋼沉頭螺釘與閘框連接或與閘框鑄成整體,以防止導軌與閘框之間的相對運動。閘門和閘框的底部應有防止閘板與閘框過度楔緊而設置的可調節頂塊。
D.預埋墻框
預埋墻框應預埋在溝渠壁中。墻框應鑄造得平整光滑,不致于滯留柵渣。
E.閘桿
閘桿螺紋根部的直徑尺寸應保證閘桿能在*允許沖擊水頭下正常工作。當閘門傳動軸超過3m時,閘桿中間應設支撐裝置,每3m可考慮設置一個支撐裝置。
F.啟閉機啟閉機應滿足下列要求:
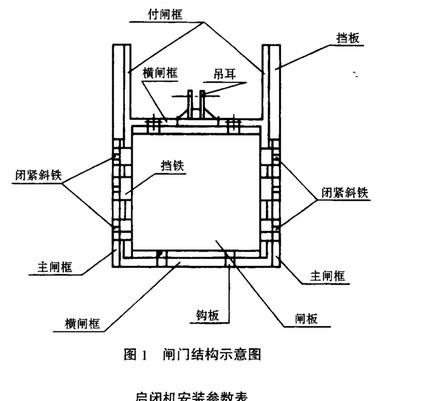
鑄鐵閘門主要由門框、門體、導軌、楔緊裝置、密封面等部件組成。?
電動閘門可在現場控制,也可在控制室進行遠程自動控制,將運行信號和故障信號送到控制室。自動控制時由PLC系統控制設備的運行。?
所有鑄鐵部件經過時效處理或高溫回火處理,重要零部件采用樹脂砂造型工藝。?
門框、門體按*工作水頭設計,其拉伸、壓縮和剪切強度的安全系數不小于5,撓度不大于構件長度的1/1500,導軌的拉伸、壓縮和剪切強度的安全系數不小于5。?
1.門框?
門框由球墨鑄鐵整體澆鑄而成,門框兩側自帶導槽,精加工之后作門體升降的導軌。門框平面經龍門刨及立車精加工并分別加工一道槽,以便鑲入青銅密封面。?
門框按規定的*設計水頭設計;抗拉、抗壓、抗剪強度的安全系數至少為5。?
2.門體?
門體為整體鑄造的方形或圓形平板,并在迎水面自帶***筋,***筋的數量視閘門規格大小而定,一般間距為250-350mm之間,門體平面精加工并帶有鑲銅條的槽,以便鑲入青銅密封面,門體兩側精加工與門框側槽配合,形成上下滑軌。門體上端有吊耳,吊耳為鑄鋼,門體與吊耳的兩接觸面精加工之后用螺栓固定,吊耳的銷軸孔用鏜床加工。?
3.導軌?
門導軌用與門框同樣的材料制造,擰緊在門框上或門框整體澆鑄,所有的支承面及接觸面需經機械加工。?
導軌的長度是當門體處于全開啟位置時,能支承門板垂直高度的一半,同時采取必要的措施以防止導軌上螺栓的橫向移動。螺栓的尺寸具有盡能承擔來水壓力和楔塊作用所產生的全部推力,安全系數為5。導軌上裝有鋁鐵青銅制成的***嵌條作為門體開啟與關閉的滑動面。?
導軌按*工作水頭設計,其拉伸、壓縮和剪切強度的安全系數不小于5,在閘門開啟到*位置時,其導軌的頂端高于閘板的水平中心線。?
4.鍥緊裝置?
楔緊裝置由楔座、楔塊組成,楔座牢固地連接在門框兩側的適當位置上,當門體全閉時,與門體上的楔面完全接觸。?
楔座采用鑄鐵或更好的材料加工,楔塊采用錫青銅制作,并應經精加工,以保證二斜面*面積的接觸。?
楔緊裝置緊固件及定位螺絲牢固地與門框導軌和門體連接,并有足夠的可調性,經***終調整后予以固定,楔緊裝置的可調部分設在門框上。配對楔塊的傾斜度按下列要求選擇,只需在桿上施加***小的作用力就可在閘門支撐面上產生*的壓緊力、從而達到*的水密性。