

|




- 品牌:耀禹
- 貨號(hào):1
- 價(jià)格: ¥120000/臺(tái)
- 發(fā)布日期: 2023-07-20
- 更新日期: 2025-04-15
| 外型尺寸 | 30*2.5 |
| 品牌 | 耀禹 |
| 貨號(hào) | 1 |
| 用途 | 水利工程 |
| 型號(hào) | 鋼壩 |
| 制造商 | 耀禹 |
| 是否進(jìn)口 | 否 |
鋼制閘門主要用于給排水、防汛、灌溉、水利、水電工程中,用來截止、疏通水流或起 。主要產(chǎn)品有:QL型、QLC型、QLP型螺桿啟閉機(jī),QPQ、QPK、QPH、QPT型卷揚(yáng)啟閉機(jī),鋼制閘門,鑄鋼閘門,鑄鐵閘門,清污機(jī),橡膠止水等產(chǎn)品。并為客戶設(shè)計(jì)制造各種異型水工機(jī)械產(chǎn)品。液壓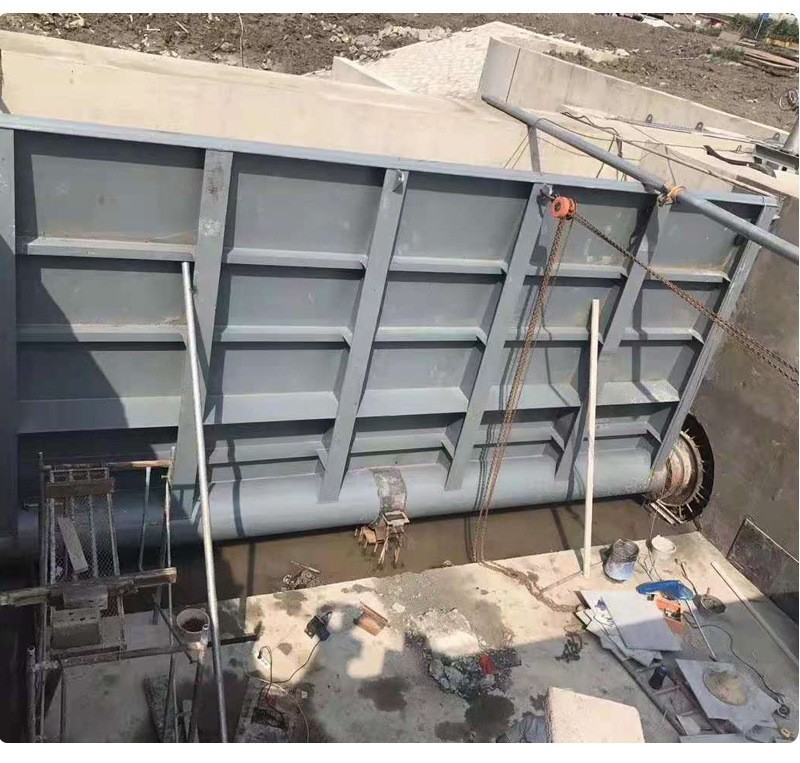 機(jī)閘一體式閘門 鑄鐵閘門是一種小型平板閘門,***使用于取水輸水、市政建設(shè),給水排水、農(nóng)田灌溉等工程中,通常設(shè)置在渠道、涵管的進(jìn)水口,用作工作閘門調(diào)節(jié)流量、控制水位,或用作檢修閘門關(guān)閉孔口擋水。
機(jī)閘一體式閘門 鑄鐵閘門是一種小型平板閘門,***使用于取水輸水、市政建設(shè),給水排水、農(nóng)田灌溉等工程中,通常設(shè)置在渠道、涵管的進(jìn)水口,用作工作閘門調(diào)節(jié)流量、控制水位,或用作檢修閘門關(guān)閉孔口擋水。
 主
主
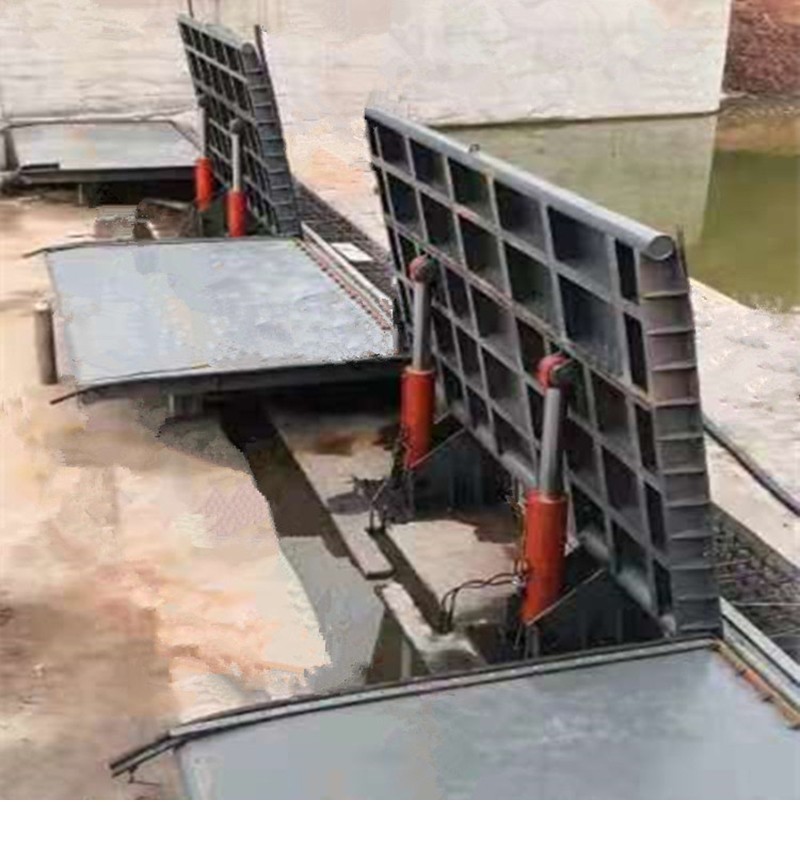
安裝液壓翻板閘門的技術(shù)要求和步驟:
在水利水電建設(shè)中,隨著城市用水、景觀建設(shè)及環(huán)境整治和灌溉、發(fā)電的需要,翻板閘,鋼壩閘門,橡膠壩得到 的運(yùn)用。然而,橡膠壩生產(chǎn)比較復(fù)雜,運(yùn)行時(shí)充水(充氣)升壩或放水(放氣)塌壩時(shí)間較長,影響快速截流或泄洪,再加上橡膠易老化的弊端,發(fā)生質(zhì)量事故。現(xiàn)在市場上出現(xiàn)大量鋼結(jié)構(gòu)鋼壩閘門,或翻板閘但無論是提升式或臥倒式,單孔都很難適用較寬的河道。

鑄鐵閘門有方形、圓形兩種。鑄鐵閘門一般由門葉和門框兩部分組成,門體和門框的材料為鑄鐵,一般整體鑄造、整體加工。
門體一般采用面板與***肋的結(jié)構(gòu),面板可做平面或拱形。門體一般整體鑄造和機(jī)加工,但尺寸較大的可采用分塊組成式。門體上一般采用整體式金屬止水,兼作支承滑塊,金屬止水用同材料制作的沉頭螺釘緊固在門體上,螺釘頭部與止水工作面一起精加工,一些尺寸較大的也可“P”形橡皮止水。
門框?yàn)殍T鐵閘門與基礎(chǔ)之間的連接構(gòu)件,相當(dāng)于平面鋼閘門的埋高部分。門框包括下部門框和上部導(dǎo)軌兩部分。下部門框一般整體鑄造加工,導(dǎo)軌可用螺栓(螺釘)與門框相接,或與下部門框整體鑄造,在門體開啟到*位置時(shí),導(dǎo)軌的頂端應(yīng)高于門體的水平中心線。
鑄鐵閘門預(yù)埋件安裝指導(dǎo)資料
1.埋件配合土建進(jìn)度安裝按圖紙規(guī)定位置埋設(shè)埋件。預(yù)埋在一期砼中的錨栓或錨板按設(shè)計(jì)圖樣制造由土建施工隊(duì)預(yù)埋。土建施工隊(duì)在砼開倉澆筑之前通知安裝施工隊(duì)對預(yù)埋的錨栓或錨板位置進(jìn)行檢查、核對。
2.現(xiàn)場焊的連接必須制定穩(wěn)妥的工藝措施并在焊接過程中隨時(shí)注意觀測變形情況以便及時(shí)采用矯正措施。門槽構(gòu)件與一期混凝土中的預(yù)留插筋固定可以使用與預(yù)留插筋相同斷面的圓鋼加長連接。但加焊的錨筋不允許直接焊在門槽的主要構(gòu)件上。埋件安裝調(diào)整好后將調(diào)整螺栓與錨栓或錨板焊牢確保埋件在澆筑砼過程中不發(fā)生變形或位移。
3.埋件安裝完畢后須對所有的工作表面進(jìn)行清理門槽范圍內(nèi)影響閘門安全運(yùn)行的外露物必須清除干凈并對埋件的最終安裝精度進(jìn)行復(fù)測。
4.經(jīng)復(fù)測檢驗(yàn)合格后及時(shí)澆筑砼振搗時(shí)注意保護(hù)埋件。拆模后對埋件進(jìn)行復(fù)測并做好記錄。所有門槽構(gòu)件的工作面上的連接焊縫在安裝工作完畢、二期混凝土澆筑后必須仔細(xì)地進(jìn)行打磨其表面光潔度須與焊接的構(gòu)件一致。
5.安裝門槽時(shí)須對水封座板等對光潔度要求較高的部位進(jìn)行必要的防護(hù)。安裝好的門槽除了主軌道軌面、水封座的表面外其余外露表面均應(yīng)按有關(guān)施工圖紙或制造廠技術(shù)說明書的規(guī)定進(jìn)行防腐處理。
啟閉機(jī)閘門損壞要及時(shí)修復(fù)或更換
為了預(yù)防啟閉機(jī)閘門的腐蝕,常常用***的材料鎳、鉻、鋅等、鍍敷于金屬啟閉機(jī)閘門表面,或在金屬啟閉機(jī)閘門表面涂油,在非金屬啟閉機(jī)閘門表面涂防腐蝕的油漆等方法,防止啟閉機(jī)閘門與有害介質(zhì)直接接觸。用提高啟閉機(jī)閘門表面光潔度的辦法,也可減少啟閉機(jī)閘門表面的電位差。
啟閉機(jī)閘門的疲勞損壞表現(xiàn)形式:斷裂、表面剝落處理方法:在制造過程中提高啟閉機(jī)閘門表面的光潔度,采用比較緩和的斷面過濾,以減少啟閉機(jī)閘門的應(yīng)力集中。此外,利用滲碳、淬火等方法,提高啟閉機(jī)閘門的硬度、韌性和***性,也能收到良好的效果。啟閉機(jī)閘門的磨擦損壞
為了減少磨料磨損量,在農(nóng)機(jī)工作部件上盡量采用***材料,設(shè)計(jì)農(nóng)業(yè)機(jī)械工作部件的形狀時(shí),也盡量減少它的磨擦阻力。例如,使用高含錳量和稀土合金制造土壤加工部件,在犁壁上涂敷***材料如聚氟乙烯、;使用滾子犁把與土壤的滑動(dòng)磨擦改變?yōu)闈L動(dòng)磨擦等,都相對地減少了磨料磨損量。
構(gòu)件結(jié)構(gòu)與要求
A.鑄鐵方形、園形閘門結(jié)構(gòu)與要求
整體結(jié)構(gòu)要求:閘門應(yīng)由連續(xù)的框架、提升軸(閘桿)、閘板、吊年、手電兩用手動(dòng)啟閉機(jī)、裝配好的鑄鐵件等組成。閘[應(yīng)有足夠的強(qiáng)度,以***在儲(chǔ)存、運(yùn)輸、操作等任何條件下都不會(huì)彎曲變形,所有結(jié)合部分和滑動(dòng)表而都應(yīng)是機(jī)械加上面,為了密封,閘門應(yīng)帶有鑲銅密封圈。
B.閘框、閘座
材料: HT250 GB9439-88。閘框應(yīng)進(jìn)行機(jī)械加上,以便與閘座或預(yù)理件栓接。閘框兩邊應(yīng)問,上延仰。到閘門處于全開位置時(shí)間板至少有一半文撐包含在閘框內(nèi)。閘框應(yīng)整體鑄造,在*工作水頭下,其拉仲、出縮和剪切強(qiáng)度的安全系數(shù)不小」5。閘樣的厚度應(yīng)在計(jì)算厚度上增加2mm的腐蟲余量,閘框內(nèi)有加,L過的凹形槽,槽內(nèi)嵌入有銅質(zhì)的密封座面,并用和密封座面相同材料制作的沉頭螺釘與閘框聯(lián)結(jié),此密封座面應(yīng)被加工.到≤3.2μm的表面粗糙度。閘械背面也應(yīng)進(jìn)行加工,以使與預(yù)埋墻相棕的機(jī)城加工面直接栓接。問杠與墻框結(jié)合面間在安裝時(shí)應(yīng)充填有粘接劑。
C.閘板、導(dǎo)軌、吊耳
(1)材料均為HT250 GB9439-88。 閘板為整休鑄造結(jié)構(gòu)、矩形、帶有整休澆鑄的水平和垂直方向的***筋,***筋使得訓(xùn)板有足夠的剛度。削板應(yīng)按*工作水頭設(shè)計(jì),其拉伸、壓縮和剪切強(qiáng)度的安全系數(shù)不小于5,撓度不大于構(gòu)件長度的1/1500。閘板的厚度應(yīng)有在計(jì)算厚度上增加2mm的腐蝕氽量。閘板的滑動(dòng)面處應(yīng)有加工過的凹形槽,槽內(nèi)嵌入有銅質(zhì)的密封座面。并用與密封座面相同材料制作的沉頭螺釗與削板聯(lián)結(jié)。比密封坐面應(yīng)被加工到小于或等于3.2um的表面粗糙度,沿整個(gè)閘板長度的每一邊的滑動(dòng)面處應(yīng)加工成一臺(tái)階結(jié)構(gòu),此臺(tái)階結(jié)構(gòu)與閘門導(dǎo)槽之間保持有小于或等于5mm的問隙,閘板的兩邊和上、卜邊應(yīng)有與閘板牢固聯(lián)結(jié)或鑄成粹體的契形塊,這些契形塊均應(yīng)進(jìn)行加工,以便與閘框,上的可調(diào)節(jié)的契形塊結(jié)合,閘板上方的閘板垂直中心線上應(yīng)固結(jié)或整體鑄造有吊耳,吊耳. 1:有被加T.成可嵌入方形鑄銅質(zhì)螺母的孔或嫘母,用于與閘桿和啟閉機(jī)聯(lián)結(jié)。

