|




| 外型尺寸 | 3.5*3.5 |
| 貨號 | 1 |
| 品牌 | 耀禹 |
| 用途 | 水利 |
| 型號 | PGZ |
| 制造商 | 耀禹 |
| 是否進口 | 否 |
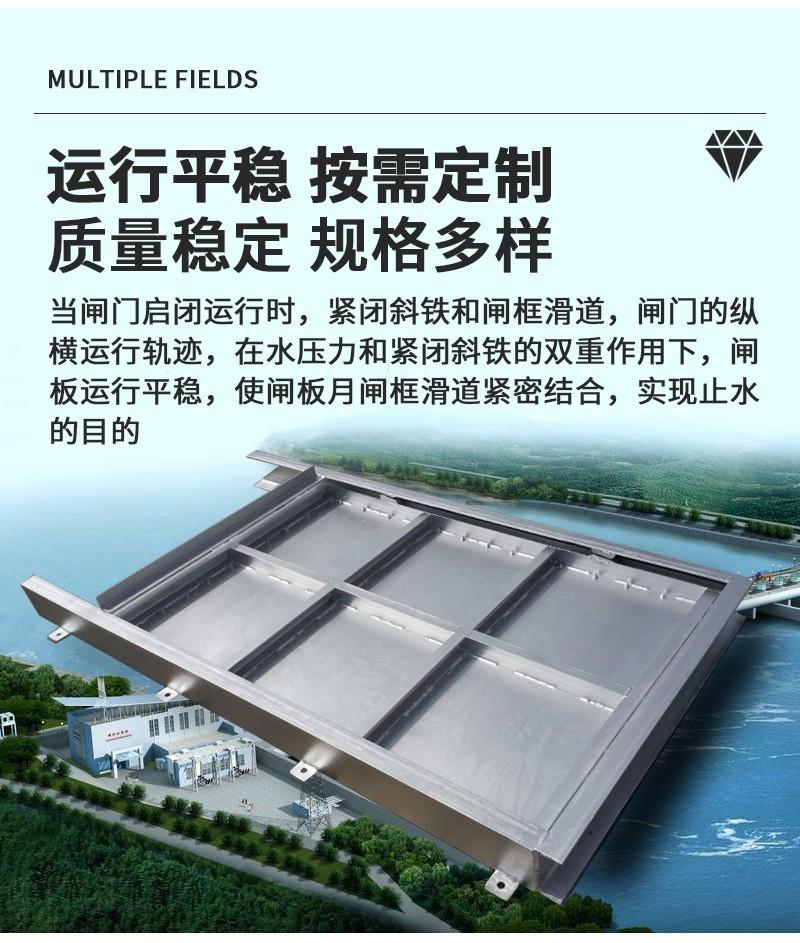
鑄鐵閘門 1、主要結構 ⑴閘門采用明桿式, 墻式安裝和金屬密封的形式, 采用樹脂砂鑄型的鑄造工藝和回火爐內應力。澆鑄成型的鑄件應質地細密,無鑄造缺陷。閘門的設計和制造遵照 CJ/T3006-92 標準的規(guī)定,電動啟閉裝置的設計和制造應遵照 JB/T8528標準的規(guī)定。電機驅動功率必須具有******啟閉力 1.5倍的安全余量。⑵門框由鑄鐵整體澆鑄而成, 門框兩側自帶導槽, 精加工之后作門體升降的導軌。 門框平面經龍門刨及立車精加工并分別加工一道槽, 以便鑲入青銅密封面。 門體為整體鑄造的方形或圓形平板,并在迎水面自帶“#”字形的加強筋, 加強筋的數(shù)量視閘門規(guī)格大小而定, 門體平面精加工并帶有鑲銅條的槽, 以便鑲入青銅密封面, 門體兩側精加工與門框側槽配合, 形成上下滑軌。 門體上端有吊耳,門體與吊耳的兩接觸面精加工之后用螺栓固定。⑶ 導軌用鑄鐵制作, 導軌面加工成與門框一樣的槽, 并在平面上鑲入青銅, 減少門體上下運行時的摩擦力。 導軌和門框連接的接觸部位精加工, 用螺栓聯(lián)接, 并設有定位銷防止錯位。⑷ 楔緊裝置:為達到閘門的止水效果,閘門兩側設置楔塊。楔塊用錫青銅 制成, 用螺栓分別與門體和門框上的楔座固定, 楔座銑成長孔, 便于楔塊的調整。 當閘門的某一處止水效果不好時可局部調整楔塊, 當門體未關到位時或已到位而 楔塊尚未楔緊時,需調整全部楔塊。雙向閘門的上下和兩側均應具有楔形緊壓裝置。⑸ 密封面采用銅條或銅圈分別鑲入門框和門體的槽內,密封面銅條鑲好之后用龍門刨銑床進行銑削, 磨削加工, ***了門框和門體之間的密切配合。 閘門的泄漏量不大于 1.25l/min.m(密封長度)⑹ 絲桿由圓鋼制成梯形螺紋, 其精度達到 7e 級標準, 螺紋長度比門體行程 高度加長 200mm , 閘門處于關閉位置時, 螺紋超出啟閉機螺母 50mm , 絲桿總長度 超過 5000mm 時,需作分段加工,其接頭采用圓鋼加工成內圓孔,并用圓鋼鉸制螺栓將絲桿和接頭固定。接頭用固定工裝加工,可與相同規(guī)格的絲桿互換配合。 絲桿總長度超過 4000mm 時,需增設軸導架,軸導架由鑄鐵襯套管安裝在鑄鐵托 架上組成, 鑄鐵托架固定在池壁上, 導管與托架都可在兩個方向進行調節(jié), 絲桿 下部焊有圓鋼銷套,用銷軸與門體相連。門桿的導向支承間距與門桿回轉半徑之比(柔度)不大于 200,且門桿直 徑不小于 50mm (除 DN ≤ 500外) 。 ⑺電動閘門的啟閉速度以 0.3m/min為原則。 電動執(zhí)行機構的******輸出轉矩 應大于額定轉矩的 3倍,驅動電機的連續(xù)運轉時間不低于 15分鐘。電動執(zhí)行機 構應設指示式開度計、 雙向過力矩保護裝置及螺桿的護罩。 電動執(zhí)行機構應滿足 戶外使用的要求, 其防護等級為 IP65。 采用手作時, 手操作力不得大于 150N 。 ⑻門框、門體按******工作水頭設計,其拉伸、壓縮和剪切強度的安全系數(shù) 不小于 5, 撓度不大于構件長度的 1/1500, 導軌的拉伸、 壓縮和剪切強度的安全 系數(shù)不小于 5。 鑄鐵閘門安裝1. 將閘門起吊至安裝位置,起吊時利用閘門的地腳螺栓孔起吊,注意盡量使 門體、門框整體起吊,當閘門規(guī)格太大或拘于現(xiàn)場位置無法整體起吊時, 可將門體與門框拆解后分別起吊,但需注意保護好密封面。2. 通過啟閉機平臺上的預留孔,穿入啟閉繩具,將閘門整體吊起至安裝位置 處,使閘門就位,利用門框兩面的加工面,吊線找正左右方向的位置,左 右方向傾斜度小于 1.5mm ,然后穿入地腳螺栓(或焊接螺栓穿入安裝孔與 預埋板焊接) , 當閘門采用附壁式安裝時, 應用不小于 φ的圓鋼將相鄰的地 腳螺栓焊接成整體,旋上螺母,松開啟吊繩具。3. 將起吊繩具穿過閘門吊耳, 拉開門體, 調整閘門密封面的垂直度, 通過調整閘門四個角部的螺栓, 閘門密封面的垂直度誤差小于1/1000mm, 并再次復核閘門左右方向傾斜度后, 把四個角部的螺栓用墊鐵墊實, 擰緊螺母, 使其固定牢固 (附壁式安裝的閘門可預先在四個角部的螺栓上一個螺母,通過上、下兩個螺母調節(jié)密封面的垂直度誤差) 。4. 放下門體使門體與門框吻合,用塞尺檢查上、下密封面的間隙,使間隙保持在 0.1mm 以內,間隙超標時,可在該處 的門框背面墊入斜鐵,同時將地腳螺栓略為旋松,直至間隙合格為止。 5. 將閘門四周的混凝土面用細砂漿混凝土二次澆灌、搗固,注意不得采用素 混凝土,澆灌后應用振動泵搗固堅實,采用膨脹混凝土更佳,二次澆灌混 凝土完全凝固后,再逐一檢查緊固螺母。6. 帶法蘭意味著安裝時先將配對法蘭墊上密封墊與閘門框法蘭連接到位,起 吊就位,按上述 2調正后與預埋鋼管點焊,然后按上述 3,調正后焊固。。 




 閘門啟閉機維修保養(yǎng)內容技術:包括“清潔、緊固、調整、潤滑”八字作業(yè)。 清潔是針對啟閉機的外表、內部及制動輪圓周面、電器接點、電磁鐵吸合接觸面和周圍環(huán)境,定期進行清潔。啟閉機房內外門窗一周清掃一次,場地上的工器具應及時整理,擺放整齊。 緊固是對壓力油系統(tǒng)中的螺紋管接頭、密封用壓蓋螺栓等進行緊固,防止松動造成漏油;對基礎、法蘭等各種定位螺栓、高強螺栓、鋼絲繩壓緊螺栓和吊具聯(lián)接螺栓進行緊固,如松動會改變被聯(lián)接零部件的受力和運動情況,并構成事故隱患。 調整: ①對軸瓦與軸頸、滾動軸承的配合間隙、齒輪嚙合的頂、側間隙、制動器閘瓦與制動輪之間的松閘間隙調整。 ②對制動器的松閘行程、離合器的離合行程、安全 限位開關的限位行程和閘門啟閉位置指示行程進行調整。 ③對轉動皮帶、鏈條等松動及彈簧彈力大小的調整。 ④電流、電壓、制動力矩、啟閉機的流量壓力、速度等 調整。 潤滑:對啟閉設備中有相對運動的零部件,均需保持良好的潤滑。
閘門啟閉機維修保養(yǎng)內容技術:包括“清潔、緊固、調整、潤滑”八字作業(yè)。 清潔是針對啟閉機的外表、內部及制動輪圓周面、電器接點、電磁鐵吸合接觸面和周圍環(huán)境,定期進行清潔。啟閉機房內外門窗一周清掃一次,場地上的工器具應及時整理,擺放整齊。 緊固是對壓力油系統(tǒng)中的螺紋管接頭、密封用壓蓋螺栓等進行緊固,防止松動造成漏油;對基礎、法蘭等各種定位螺栓、高強螺栓、鋼絲繩壓緊螺栓和吊具聯(lián)接螺栓進行緊固,如松動會改變被聯(lián)接零部件的受力和運動情況,并構成事故隱患。 調整: ①對軸瓦與軸頸、滾動軸承的配合間隙、齒輪嚙合的頂、側間隙、制動器閘瓦與制動輪之間的松閘間隙調整。 ②對制動器的松閘行程、離合器的離合行程、安全 限位開關的限位行程和閘門啟閉位置指示行程進行調整。 ③對轉動皮帶、鏈條等松動及彈簧彈力大小的調整。 ④電流、電壓、制動力矩、啟閉機的流量壓力、速度等 調整。 潤滑:對啟閉設備中有相對運動的零部件,均需保持良好的潤滑。